Will the Tightening Torque Exceed the Bolt's Breaking Torque?
In the previous technical Q&A article "How to Set the Safety Torque for Fasteners?", we learned about the reference values of tightening torque and breaking torque for different fasteners.
Some colleagues may wonder: Why does the tightening torque of some specifications exceed the breaking torque? Won't the bolt break?
First, let's understand what is breaking torque?
The breaking torque of bolts and screws refers to the maximum torque that these fasteners can withstand during tightening or loosening. Exceeding this torque value may cause the bolt or screw to break, strip, or suffer other forms of damage.
GB 3098.1 standard specifies the torque test and breaking torque values for bolts and screws with nominal diameters from 1 to 10mm and performance grades from 8.8 to 12.9. The breaking torque test values only provide the minimum fracture load and proof load for M3 and above specifications. For screws and bolts not specified in the standard, the bolt breaking torque test can be carried out according to the method in GB/T 3098.13 standard.
What is the process of breaking torque detection?
In the laboratory, breaking torque is a common test item for products. The general testing process is:
-
Select the corresponding torque wrench, socket, bit, and thread fixture according to the product model.
-
Before testing, screw the test sample into the matching thread fixture, install it on the torque testing machine, and fix it.
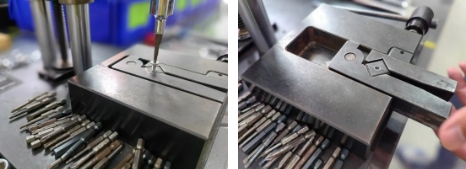
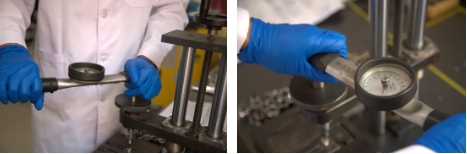
- Insert the matching socket or bit into the test sample slot, fix the torque wrench on the torque testing machine, apply torque evenly, stop the test when the sample slot is damaged or the screw breaks, and record the test data.
From this perspective, the breaking torque of a bolt mainly depends on the material strength of the bolt itself and the material type (which affects the ratio of shear strength to tensile strength), and has nothing to do with the friction coefficient of the bolt.
What is the tightening torque of a bolt?
When a bolt is screwed into a nut or internal thread hole and clamps the connected components, due to the spiral characteristics of the thread, the bolt will gradually be elongated. During this process, the bolt can be regarded as an elastic object or spring, and the force generated by its elongation is what we call preload force.
Due to the existence of preload force, friction torque will be generated on the bolt head and thread part, and the higher the friction coefficient, the greater the friction torque. This may cause the tightening torque to exceed the breaking torque of the bolt.
What is the torque-angle method tightening torque?
The torque-angle method tightening torque is a tightening method that, after reaching a certain torque, rotates the bolt by a certain angle. In the process of bolt fastening, there is indeed a situation where the applied torque may exceed the breaking torque of the bolt.
Take an M10-12.9 grade bolt as an example. According to the regulations of GB/T 3098.13 standard, the minimum breaking torque of this type of bolt should reach 90 Nm.
|
|
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Summary:
The installation torque needs to overcome the friction under the head and between the threads, so the torque required for the actual preload force will be greater than the breaking torque of the screw.
It can be seen that stable friction during the installation process is crucial to the quality of fastener installation. To obtain stable friction, that is, the friction coefficient for torque setting, we need to clearly select and control the surface quality of the fasteners.
For example, during the assembly process, lubrication treatment can be carried out between the threads and under the head, such as applying graphite paste, to obtain a stable friction coefficient. In the process of tightening with a determined torque, a reliable and uniform preload force can be obtained, which is very critical for the installation torque.

